Strona główna » Resin infusion ? próżniowa infuzja żywicy
Kolejną technologią, obiecaną już w poprzednim artykule o worku próżniowym, jest próżniowa infuzja żywicy. Jest to metoda z którą mam styczność na co dzień i osobiście bardzo mi ona odpowiada ze względu na liczne swoje zalety. Jak już wspominałem przy okazji worka, infuzja jest pewnego rodzaju rozwinięciem, udoskonaleniem poprzedniej metody, choć jej nie zastępuje. W tym przypadku odchodzimy prawie całkowicie od pracy z żywicą, technologia jest czysta i nie wymaga pośpiechu. Przez wszystkie etapy laminowania można przejść spokojnie, skupiając się na dokładnym ich wykonaniu. Kontakt z żywicą ogranicza się jedynie do zmieszania odpowiedniej jej ilości z utwardzaczem i podaniu do wężyka zasysającego, resztę wykonuje za nas podciśnienie. Tu trzeba zaznaczyć, że w warunkach ręcznego laminowania (zbrojenie ok. 30%) nie jesteśmy w stanie uzyskać laminatu o tak wysokich parametrach jak przy zastosowaniu infuzji (do 90% zbrojenia). Natomiast koszt wykonania, po wprowadzeniu kilku modyfikacji, jest porównywalny do metody klasycznej, z tego jasno wynika, że duży zysk w postaci dużo lepszych parametrów kompozytu jest oczywisty. W niektórych przypadkach metodą nawet obniża koszty, a to z powodu znacznego zmniejszenia ilości żywicy potrzebnej do przesycenia zbrojeń.
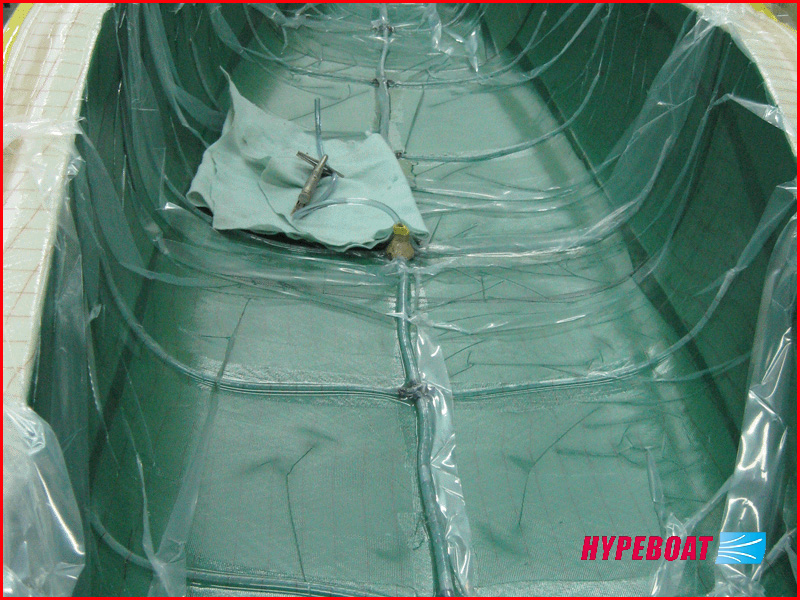
Jak więc wygląda ta infuzja żywicy? No to po kolei, będzie potrzebna, po pierwsze, sprawna instalacja podciśnieniowa, rezerwuar na żywice (zbiornik pośredni) zabezpieczający instalacje przed dostaniem się do niej żywicy i przewody podciśnieniowe. Rezerwuar to nic innego jak zbiornik ciśnieniowy (nie musi być przesadnie solidny ? różnica ciśnień przy próżni to tylko 1 atmosfera), który łączy instalacje podciśnienia z membraną foliową pod którą wciągana jest żywica. Złącza w zbiorniku powinny znajdować się na jego górze, tak aby w wypadku zassania żywicy z worka, wpadła ona do naczynia znajdującego się w komorze i nie przedostała się do instalacji. Zbiornik jest pewnego rodzaju pułapką na żywice, stąd jego angielskojęzyczny termin ?resin trap?. Po drugie materiały, część znamy już z worka próżniowego, ale powiedzmy o wszystkich. Potrzebujemy kleju w sprayu, tkaniny delaminacyjnej (peel ply), rurek spiralnych, złączy do rurek, wlewów, taśmy dwustronnej, medium rozprowadzającego żywice, taśmy uszczelniającej i worka.Mamy już niezbędne materiały, więc możemy przystępować do pracy. Pierwszy etap jest analogiczny jak w laminowaniu ręcznym z tą różnicą, że zamiast żywicy używamy kleju w sprayu. Na sucho, minimalną ilością kleju, tak żeby tylko unieruchomić i wstępnie docisnąć, dokładnie przyklejamy zbrojenia do formy. Dużą uwagę należy zwrócić na pierwszą warstwę zbrojenia, decyduje ona o jakości uzyskanej powierzchni. Oczywiście w przypadku gdy stosujemy żelkot, najpierw go nakładamy. Przy żelkocie nie należy przesadzać z dociskaniem zbrojeń w trakcie układania, bo można go odspoić od formy. Kiedy już ułożyliśmy zbrojenie, przystępujemy do czynności umożliwiających przesycenie żywicy zbrojenia. Najpierw opiszę krok po kroku ?klasyczną? metodę infuzji, a później jej uproszczenie.Pierwszą warstwą układaną na zbrojenie jest tkanina delaminacyjna przyklejana na klej w sprayu, następnie siateczka rozprowadzająca żywicę, czyli medium. Są różne rodzaje siatek o zróżnicowanych parametrach rozpływu, w zależności od kierunku ich ułożenia, ale o tym będzie więcej w kolejnym artykule o sposobach układania mediów rozpływowych i samych rozpływach żywicy. Na siateczkę układamy rurki spiralne, lub przewody rozpływowe i wlew do podania żywicy. Dobrze jest całość przykryć jeszcze raz tkaniną peel ply dla ochrony worka przed przebiciem go, od często ostrych krawędzi siateczki, czy rurek. Przy grubszych workach jest to zbędne. Po ułożeniu instalacji ?zasilania? w żywicę, należy ułożyć instalacje odsysającą powietrze i jednocześnie zasysającą żywicę. Zazwyczaj układa się ją na dodatkowym kołnierzu formy otaczając całość, tak aby rurka była pomiędzy taśmą uszczelniającą, a zbrojeniem. Wtedy ewentualne przecieki z uszczelnienia worka nie będą przedostawać się do zbrojenia. Całość przykrywamy workiem i uszczelniamy, podłączamy instalacje po przez zbiornik pośredni i testujemy szczelność do momentu likwidacji wszystkich przecieków.
Po uszczelnieniu podłączamy zaciśnięty, lub z zamkniętym zaworkiem wężyk, którym będziemy podawać żywicę pod worek i możemy przystąpić do mieszania odpowiedniej ilości żywicy. Tu trzeba zaznaczyć, że żywica musi być dedykowana do infuzji, lub przynajmniej do rtm?u, musi mieć małą lepkość, a jej konsystencja powinna przypominać wodę, bo inaczej będzie problem z pełnym przesyceniem zbrojeń. O metodach ratowania procesu przy nie przesyceniu całości, lub zamknięciach suchych powierzchni napiszę innym razem. Po przygotowaniu żywicy patrzymy na zegarek, żeby wiedzieć ile czasu nam zostanie przy ewentualnych wpadkach, co na początku może się zdarzyć, i wpuszczamy żywicę do obiegu. Należy monitorować poziom żywicy, tak aby zawczasu, w razie potrzeby, domieszać kolejną porcje, lub zamknąć dopływ nie pozwalając dostać się żadnym pęcherzykom powietrza pod worek. Tak jak przy worku, przez cały okres utwardzania żywicy utrzymujemy jednakowy poziom podciśnienia, a w przypadku infuzji tyle, ile wyciąga instalacja. Im większe podciśnienie tym lepiej sprasowane zbrojenie, szybszy rozpływ i mniej zużytej żywicy.
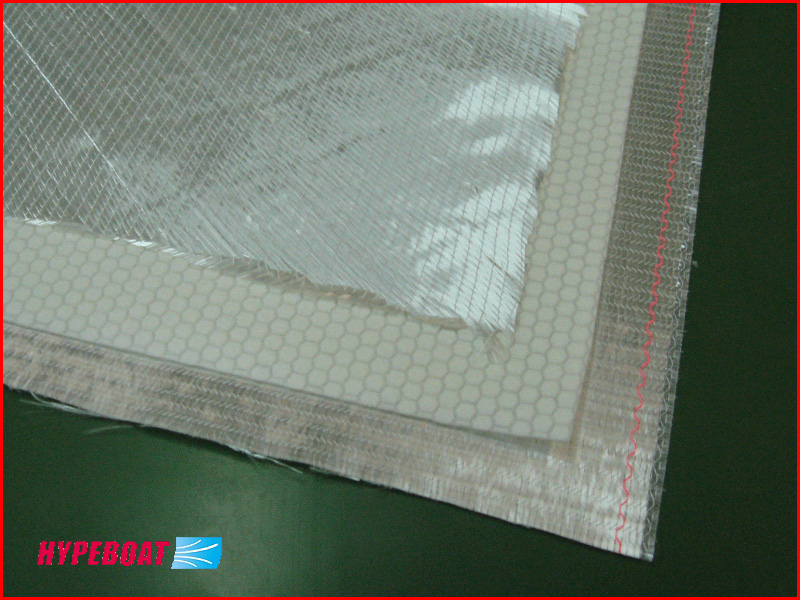
Uproszczeniem, odmianą infuzji jest metoda w której stosujemy materiał przekładkowy będący jednocześnie medium rozprowadzającym żywicę. Pozbywamy się wtedy tkaniny delaminacyjnej (pozostają jedynie wąskie paski pod i na rurkach spiralnych) i siateczki rozprowadzającej. Metoda staje się tańsza, bo nie zużywamy dodatkowych materiałów, mniej generujemy odpadów, a i uzyskujemy zwiększenie sztywności kompozytu, przy mniejszej masie, dzięki podwójnej roli przekładki – dwa w jednym.Dla jeszcze większych oszczędności na materiałach i odpadach można zainwestować w specjalnie przygotowane membrany silikonowe nakładane na przygotowane wcześniej na formie media rozpływowe i odsysające, łączące wszystko w całość. Jest to pewnego rodzaju uproszczony lekki rtm z elastyczną, silikonową membraną. Worki takie można wykonać samodzielnie metodą ręczną, lub natryskową.
Podsumowując technika resin infusion jest wymagającą wprawy i minimum doświadczenia technologią, ale za to posiadającą wiele zalet takich chociażby jak:
redukcja masy laminatu,
integralność i jednorodność laminatu – powtarzalność parametrów,
zwiększenie udziału zbrojenia w całkowitej masie kompozytu (do 90%) – większa wytrzymałość,
zredukowanie do minimum kontaktu z żywicą, zminimalizowana emisja,
obniżenie kosztów,
wykonanie wielu warstw w jednym procesie laminowania niezależnie od gabarytów wyrobu.
Wady:
konieczność przeszkolenia personelu,
odpowiednie formy, lub ich dostosowanie ? dodatkowe kołnierze na obrzeżach,
Zapraszam do doświadczenia na własnej skórze zalet tej technologii. Wbrew pozorom po przeprowadzeniu paru prób, każdy jest w stanie poradzić sobie z nią i z sukcesem wdrożyć. W kolejnych artykułach będę podawał więcej szczegółów dotyczących tej metody, a jest ich całe mnóstwo, co na pewno ułatwi i zaoszczędzi wielu eksperymentów osobom chcących ją stosować. Pozdrawiam i powodzenia!
Maciej Wieruszewski www.modele-cnc.pl
Zezwalam na przedruk tego artykułu w niezmienionej formie z podaniem linku zwrotnego.
Metoda bardzo dobra i opłacalna zwłaszcza przy produkcji seryjnej. Problem mogą stanowić nadlewy żywicy tworzące się w promieniach – bezpośrednio na zbrojeniu szklanym lub też pod ostatnią warstwą. Co może być przyczyną? błędne dobicie zbrojenia, złe narzędzie…
Nie wiem czy dobrze zrozumiałem, ale wygląda mi to na za małe podciśnienie – nie dociągnęło zbrojenia do narzędzia.
Przyczyną może być też niewłaściwe podawanie żywicy – musi być ona zaciągana do formy, czyli być poniżej niej, jeżeli będzie wyżej to grawitacyjnie będzie spływać pod worek i tworzyć „jeziorka”, bez optymalnego przesycenia.
Pozdrawiam! 🙂
Dziękuję za serię artykułów wprowadzających w tajniki tworzenia kompozytów. Robiłem wcześniej ręcznie proste prace. Dzięki tym tekstom wydaje mi się, że mogę zacząć wykonywać rzeczy bardziej skomplikowane.
Nie wiem tylko, jakie ciśnienia w metodach worka i infuzji są konieczne, aby uzyskać zadowalającą jakość wyrobu. Wiadomo, że absolutna próżnia nie występuje nawet w przestrzeni międzygwiezdnej, ale też mało kto z nas będzie budował we własnym zakresie prawdziwy prom kosmiczny.
Pisał Pan w którymś komentarzu, ze wystarczy „lepszy chińczyk”, ale przeglądam oferty i nie wiem, który jest wystarczająco „lepszy”. Z drugiej strony, nie chcę wydawać 2 lub 4kzł na pro pompę. Bardzo proszę o wskazówkę!

















Metoda bardzo dobra i opłacalna zwłaszcza przy produkcji seryjnej. Problem mogą stanowić nadlewy żywicy tworzące się w promieniach – bezpośrednio na zbrojeniu szklanym lub też pod ostatnią warstwą. Co może być przyczyną? błędne dobicie zbrojenia, złe narzędzie…
Nie wiem czy dobrze zrozumiałem, ale wygląda mi to na za małe podciśnienie – nie dociągnęło zbrojenia do narzędzia.
Przyczyną może być też niewłaściwe podawanie żywicy – musi być ona zaciągana do formy, czyli być poniżej niej, jeżeli będzie wyżej to grawitacyjnie będzie spływać pod worek i tworzyć „jeziorka”, bez optymalnego przesycenia.
Pozdrawiam! 🙂
Dziękuję za serię artykułów wprowadzających w tajniki tworzenia kompozytów. Robiłem wcześniej ręcznie proste prace. Dzięki tym tekstom wydaje mi się, że mogę zacząć wykonywać rzeczy bardziej skomplikowane.
Nie wiem tylko, jakie ciśnienia w metodach worka i infuzji są konieczne, aby uzyskać zadowalającą jakość wyrobu. Wiadomo, że absolutna próżnia nie występuje nawet w przestrzeni międzygwiezdnej, ale też mało kto z nas będzie budował we własnym zakresie prawdziwy prom kosmiczny.
Pisał Pan w którymś komentarzu, ze wystarczy „lepszy chińczyk”, ale przeglądam oferty i nie wiem, który jest wystarczająco „lepszy”. Z drugiej strony, nie chcę wydawać 2 lub 4kzł na pro pompę. Bardzo proszę o wskazówkę!
Jak podaje
https://www.havel-composites.pl/index.php?menu=technologie&type=laminowanie_prozniowe :
„Usunięcie powietrza i docisk uzyskuje się przy relatywnie niskim podciśnieniu cca 0.3-0.9 bara.”