Strona główna » Vacuum Bagging ? technika worka próżniowego
Tak jak w życiu, tak i w technologii kompozytów będąc na drodze dążenia do ideału, czy choćby drobnego polepszenia jakości laminatu, natykamy się na metodę worka próżniowego. Technika ta jest już znana od jakiegoś czasu, ale niestety nadal dość rzadko jest spotykana w naszym kraju. Mimo, że jej zalety takie jak zmniejszenie masy, jednorodność i większy udział zbrojenia w masie kompozytu są bezdyskusyjne.
Jest to jedna z prostszych metod uzyskiwania najróżniejszych kompozytów, będąca pomostem pomiędzy klasyczną techniką laminowania ręcznego, a chociażby infuzją żywicy (resin infusion), czy lekkim RTM itp. Nie jest ona od razu dużym skokiem technologicznym, a i w pierwszej części technologia wytwarzania kompozytu pozostaje bardzo podobna, przez co znana personelowi, co ułatwia jej wdrożenie. Zatem jest do znakomita technologia przejściowa do bardziej zaawansowanych, wydajniejszych technologii. Nie zmienia to faktu, że sama w sobie jest bardzo dobrą i niezastąpioną techniką w niektórych aplikacjach ? chociażby w budowie masztów węglowych z pre-pregów.Na czym polega metoda worka próżniowego? Ano na przykryciu i uszczelnieniu dopiero co ułożonego na mokro laminatu i odessaniu z przestrzeni między laminatem a workiem powietrza, sprasowaniu kompozytu i odsączenia nadmiaru żywicy. Tak to wygląda w skrócie. Cały proces jest trochę bardziej skomplikowany, lecz nie trudny.
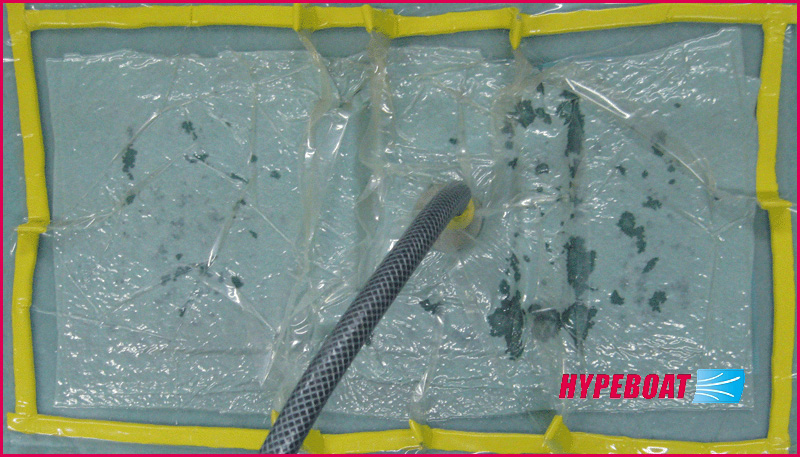
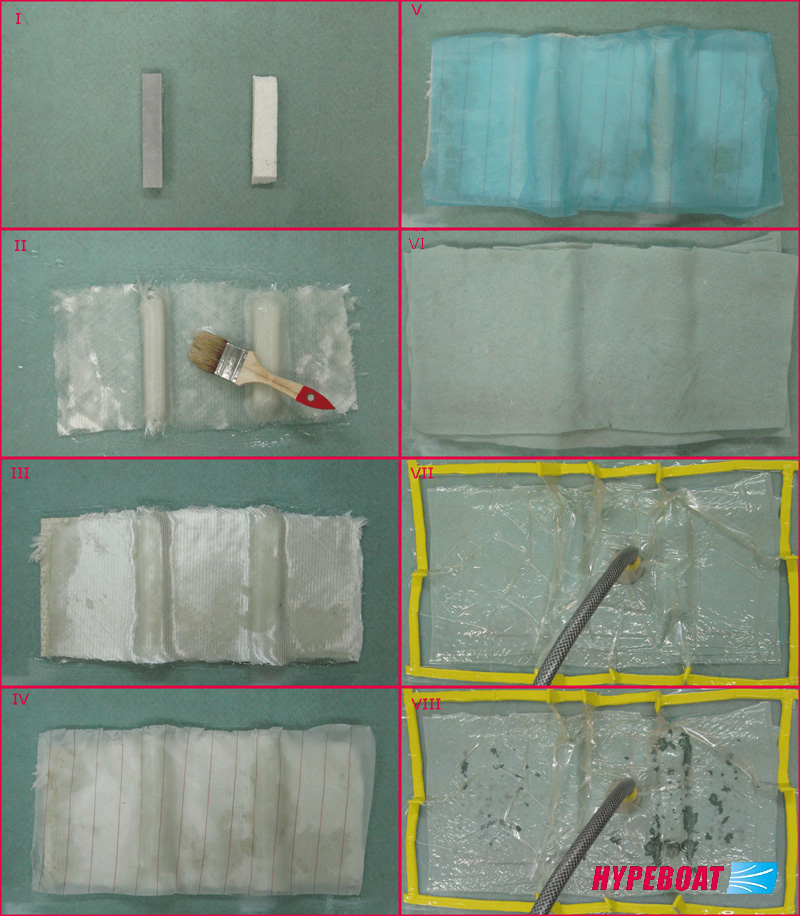
Co nam będzie potrzebne? Po pierwsze instalacja podciśnieniowa, na początek starczy prosta pompa, regulator podciśnienia, wakuometr (manometr do podciśnienia) i trochę przewodów podciśnieniowych. Po drugie materiały do worka, czyli delaminaż (peel ply), cienka folia perforowana, gruba mata odsączająca, folia do vacuum i taśma uszczelniająca (butylowa). To tyle na początek.Pierwszy etap produkcji jak już wspomniałem jest prawie identyczny jak przy laminowaniu ręcznym. Zbrojenie na mokro układa się na formie. Pamiętać trzeba, aby pierwsza warstwa zbrojenia była bardzo dobrze przesycona, kolejnie już nie muszą być tak dokładnie przesycane i mogą być układane na półsucho. Prasujący worek przesyci je dokładnie. Można też lekko udoskonalić proces i zamiast suchych zbrojeń przesycanych żywicą zastosować pre-pregi. Na tak przygotowany laminat układamy, w zależności od powierzchni jaką chcemy uzyskać, tkaninę delaminacyjną (lekko chropowata powierzchnia ? znakomita do klejenia), lub od razu cienką folie perforowaną (gładka powierzchnia). Przy bardziej skomplikowanych kształtach polecam stosowanie delaminażu, który należy podobnie jak zbrojenie bardzo staranie ułożyć na laminacie, tak aby po sprasowaniu dobrze przylegała do laminatu. Folia perforowana służy za pewnego rodzaju barierę ułatwiającą rozformowania i ograniczającą przepływ żywicy do maty odsączającej. Kolejnym etapem jest ułożenie maty odsączającej, w zależności od grubości laminatu (ilości żywicy w nim) dajemy kila warstw maty, zapobiegnie to pełnemu jej przesyceniu. Maty ponadto służą za medium do rozprowadzenia próżni pod workiem, w pełni przesycone tracą tą właściwość i laminat zostaje pozbawiony docisku. W miarę praktyki ilość żywicy w zbrojeniu będzie optymalna i ilość mat zostanie ograniczona do jednej. Na początku zalecam przynajmniej trzy warstwy, tak aby nie zepsuć wyrobu. Przy rurce odprowadzającej powietrze należy ułożyć kilka warstw maty, tak aby do przewodu podciśnieniowego nie dostała się żywica.Na tak przygotowany laminat zakładamy worek o około 30% większej powierzchni niż forma. W zależności od kształtu i wielkości przyszłego wyrobu można wsadzić całą formę do rękawa foliowego uszczelnionego na końcach, lub korzystając z dodatkowego kołnierza na formie (10 – 15 cm naddatku na obrzeżach) nałożyć folie na naklejoną taśmę uszczelniającą. Rękawy foliowe stosuje się przykładowo przy produkcji desek windsurfingowych, gdzie laminat jest układany na rdzeniu styropianowym i całość zamykana jest w worku. O ile umieszczenie całości w worku nie jest wielką filozofią to nałożenie membrany foliowej na formę i uszczelnienie na kołnierzu wymaga więcej uwagi. Należy pamiętać o naddatkach i załamaniach foli w okolicach wybrzuszeń i wklęsłości formy, tak aby folia swobodnie (bez naciągania jej) mogła tam przylegać. Ten element wymaga dużej staranności i odrobinę wprawy, którą nabywa się dość szybko. Należy pamiętać o umieszczeniu zaworu w worku, podstawki do podłączenia przewodu pod workiem, lub bezpośrednio umieścić przewód pod folią uszczelniając go na załamaniu worka taśmą butylową tak aby można było odessać powietrze spod worka. W zależności od aplikacji zastosować można najbardziej nam odpowiadający sposób (przy wielokrotnym wykorzystaniu tego samego worka najlepsza jest pierwsza metoda – zawór).Po ułożeniu worka, włączamy naszą instalacje podciśnieniową i odsysamy powietrze, uszczelniając drobne przecieki na krawędziach worka. Czynność uszczelniania kontynuujemy do czasu usunięcia wszystkich, nawet najdrobniejszych przecieków. Sprawdzamy to poprzez odłączanie instalacji i obserwacje wakuometru, czy poziom podciśnienia jest stały (najkrótszy test powinien trwać przynajmniej przez 5 min.), w między czasie można nasłuchiwać przecieków. Poziom utrzymywanego podciśnienia jest zależny do wyrobu, zastosowanych przekładek, rdzeni i parametrów docelowego laminatu. Przy rdzeniach styropianowych nie powinno się przekraczać 0,8 Bara, przy zastosowaniu żelkotów też nie należy przesadzać z próżnią, bo zbrojenie odciśnie się na żelkocie, natomiast przy zastosowaniu pre-pregów daje się maksymalne podciśnienie jakie można uzyskać, a całość wsadza się jeszcze do autoklawu ciśnieniowego do którego wtłacza się powietrze pod ciśnieniem i dodatkowo jeszcze wygrzewa laminat. Podciśnienie zależy od specyfiki produktu i stosuje się tak duże jakie jest w danym przypadku możliwe, im większe tym lepsze właściwości kompozytu się uzyskuje.
Podciśnienie musi być stałe przez cały proces utwardzanie żywicy, lekkie zmiany mogą spowodować niejednorodność kompozytu. Są dwie szkoły, albo cały czas trzymamy worek podpięty pod układ próżniowy, albo zaciskamy (uszczelniamy) przewód ciśnieniowy i odłączamy układ. Pierwszy sposób jest o tyle bezpieczniejszy, że w wypadku pojawienia się mikro nieszczelności podciśnienie będzie utrzymane na tym samy poziomie. W drugim przypadku zjedzie całkowicie i zepsuje wyrób. Po pełnym utwardzeniu można odłączyć instalacje, zdjąć worek i zerwać tkaninę osączającą z tkanina delaminacyjną odsłaniając nasz wysokiej jakości kompozyt.
Podsumowując metodę worka próżniowego możemy stosować zmiennie z metodą laminowania ręcznego tam gdzie zależy nam na wysokiej jakości uzyskiwanego kompozytu.
Zalety tej metody to:
zredukowanie masy gotowego wyrobu,
zwiększenie udziału zbrojenia w całkowitej masie kompozytu (powyżej 60%),
jednorodność kompozytu,
brak uwięzionych pęcherzyków powietrza,
powtarzalność wyrobów.
Natomiast wady:
dodatkowe czynności technologiczne,
wyszkolenie personelu,
odpady po procesie laminowania,
instalacja podciśnieniowa.
Remedium na część wad techniki vacuum bagging jest infuzja żywicy (resin infusion) mająca jeszcze kilka dodatkowych zalet, ale to dopiero w kolejnym artykule.
Maciej Wieruszewski www.modele-cnc.pl
Zezwalam na przedruk tego artykułu w niezmienionej formie z podaniem linku zwrotnego.
Mam pytanie do Pana, czy można ograniczyć metodę worka próżniowego do zastosowania bezpośrednio na włókno szklane delaminażu a następnie tkaniny odsączającej i worka ?
Świetny artykuł!
Czy stosując tylko folie perforowaną i mate odsączającą można uzyskać gładką, błyszczącą powierzchnię laminatu? Peel-ply faktycznie zostawia odcisk faktury tkaniny, wymagajacy sporo szlifowanie by uzyskać dobry klar.
Witam,
można tak zrobić, jednak będą trochę większe kłopoty z całkowitym usunięciem foli, może się gdzieś zawinąć przy bardziej skomplikowanym kształcie.
Natomiast gładkiej i błyszczącej powierzchni się nie uzyska, zawsze zostaną jakieś zmarszczki pochodzące ze zmarszczonej foli i po dziurkach w niej.
Są dostępne różne rodzaje peel-ply (również z woskami) za pomocą których można uzyskać lepszą powierzchnie.
Jestem co prawda tylko kobietą ale czy nie łatwiej by było kupić takie gotowe worki próżniowe np. w lidlu? czy faceci po prostu muszą wszystko samemu robić?:D
Witam.Panie Macieju,zawsze mam problem z doborem ilości żywicy do ilości (wagi)tkaniny,a to za dużo ,a to za mało rozrobię. .Czy jest na to jakaś recepta?.
Pozdrawiam.
x – ilość potrzebnej żywicy dla wyciętego fragmentu tkaniny
żo – optymalna ilość do przesączenia 1m. kw.
wg.tk. – waga wyciętej tkaniny
gr. – gramatura tkaniny na 1m kw
Z tego wzoru można wyliczyć, ile żywicy powinno pozostać w gotowym produkcie. Jednak poza tą ilością pewna część zostanie uwięziona w delaminażu czy macie odsączającej. Pewien nadmiar jest niezbędny do zapewnienia odpowiedniego nasycenia całości zbrojenia.
HEJ
Ja natomiast mam problem z uszczelnieniem worka-odessaniem powietrza.
O ile folia dobrze trzyma uszczelki w miejscu styku o tyle jej załamania, aby dać 30-40% nadmiaru w celu dobrego ułożenia docisku , przepuszczają nie pozwalając uzyskać próżni.
Jak z tym problemem sobie poradzić?

















czy tkanina delaminacyjna nie sklei się z zywicą?
delikatnie tak, ale można ją bez większych problemów oddzielić…
Witam , brakowało mi własnie takich artykułów.
Mam pytanie do Pana, czy można ograniczyć metodę worka próżniowego do zastosowania bezpośrednio na włókno szklane delaminażu a następnie tkaniny odsączającej i worka ?
oczywiście że tak
Świetny artykuł!
Czy stosując tylko folie perforowaną i mate odsączającą można uzyskać gładką, błyszczącą powierzchnię laminatu? Peel-ply faktycznie zostawia odcisk faktury tkaniny, wymagajacy sporo szlifowanie by uzyskać dobry klar.
Witam,
można tak zrobić, jednak będą trochę większe kłopoty z całkowitym usunięciem foli, może się gdzieś zawinąć przy bardziej skomplikowanym kształcie.
Natomiast gładkiej i błyszczącej powierzchni się nie uzyska, zawsze zostaną jakieś zmarszczki pochodzące ze zmarszczonej foli i po dziurkach w niej.
Są dostępne różne rodzaje peel-ply (również z woskami) za pomocą których można uzyskać lepszą powierzchnie.
Jestem co prawda tylko kobietą ale czy nie łatwiej by było kupić takie gotowe worki próżniowe np. w lidlu? czy faceci po prostu muszą wszystko samemu robić?:D
Witam.Panie Macieju,zawsze mam problem z doborem ilości żywicy do ilości (wagi)tkaniny,a to za dużo ,a to za mało rozrobię. .Czy jest na to jakaś recepta?.
Pozdrawiam.
Witam,
tak jest sposób – doświadczenie i duża liczba popełnionych błędów… 🙂
Szybszej metody nie znam.
Pozdrawiam!
Jest na to wzór:
x – ilość potrzebnej żywicy dla wyciętego fragmentu tkaniny
żo – optymalna ilość do przesączenia 1m. kw.
wg.tk. – waga wyciętej tkaniny
gr. – gramatura tkaniny na 1m kw
x = żo* (wg.tk/gr.)
Z tego wzoru można wyliczyć, ile żywicy powinno pozostać w gotowym produkcie. Jednak poza tą ilością pewna część zostanie uwięziona w delaminażu czy macie odsączającej. Pewien nadmiar jest niezbędny do zapewnienia odpowiedniego nasycenia całości zbrojenia.
Witam czym najlepiej usztywnić warstwy włókna węglowego przy wykładaniu w formie aby sie nie przesuwały. Widziałem ze ludzie psikają jakimś spreyem. 🙂
Witam, tak to jest klej w sprayu, można go kupić u dystrybutorów materiałów do infuzji, albo użyć tańszego kleju np. APP
HEJ
Ja natomiast mam problem z uszczelnieniem worka-odessaniem powietrza.
O ile folia dobrze trzyma uszczelki w miejscu styku o tyle jej załamania, aby dać 30-40% nadmiaru w celu dobrego ułożenia docisku , przepuszczają nie pozwalając uzyskać próżni.
Jak z tym problemem sobie poradzić?
Witam czy mozna ta metoda wykonac błotnik motocykla z włókna weglowego?
Pozdrawiam
można
Dzień dobry,
Czy delaminaż można używać wielokrotnie? Czy po jednym laminowaniu nie nadaje się już do niczego?
Pozdrawiam
Jednorazowy